













今回は、Fusion360で3次元の粗取り加工の設定をしていきます。
項目が多いので使用する項目のみの説明にします。
荒取り加工の手順
粗取り加工とは、ただの四角い形状の材料を仕上げ代を残した状態で、モデルの形状に近づける加工の事です。
Fusion360の3次元粗取り加工では、
【負荷制御】
【ポケット除去】
の2つがあります。
この記事ではポケット除去での説明をしていきます。
加工タイプの選択
【3D▼】をクリック
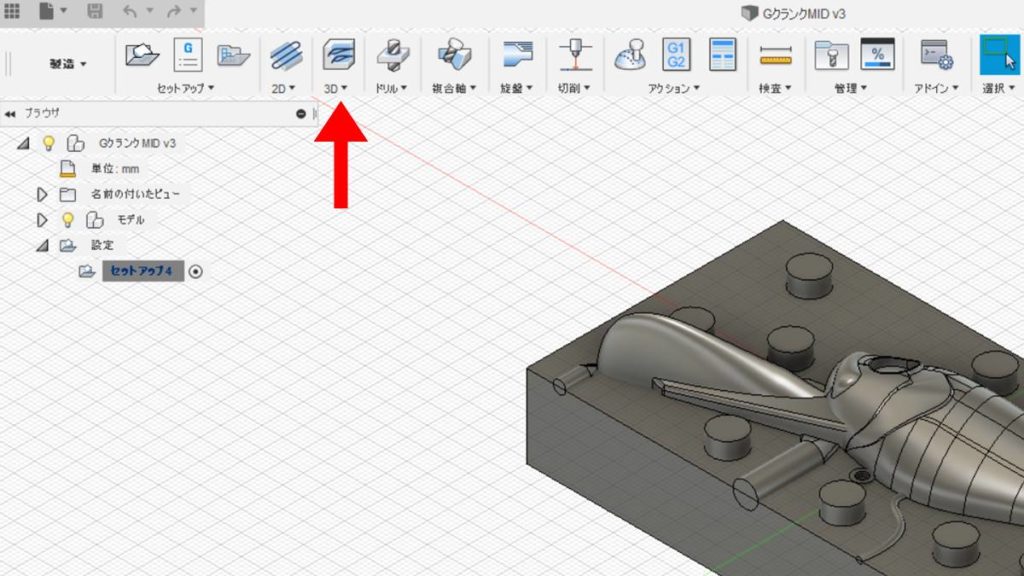
[ポケット除去]を選択
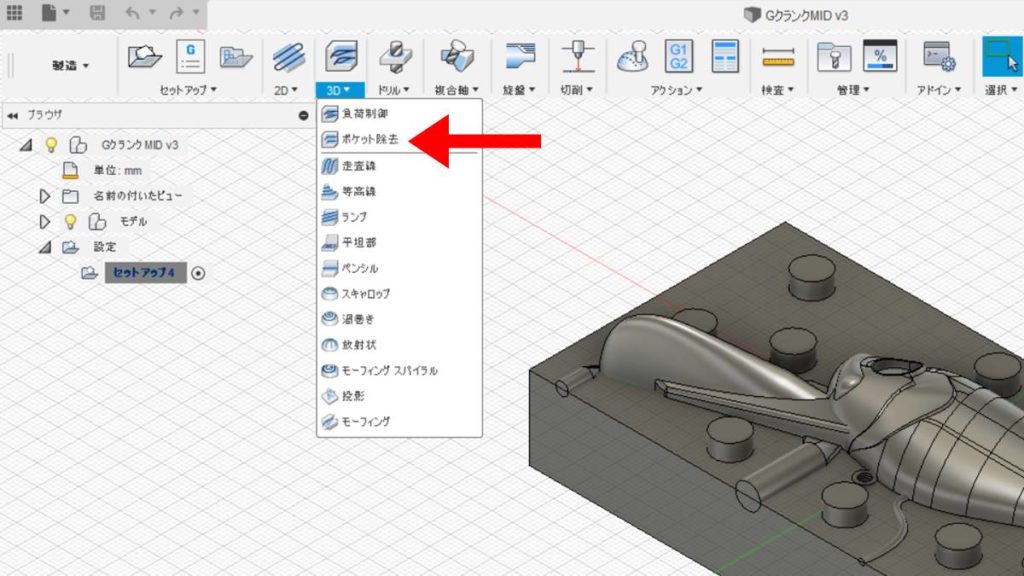
ポケット除去とは、上から一層ごとに削り取っていく加工の方法です。
使用する工具の選択
[ポケット除去]を選択すると、ポケット除去編集画面が表示されます。
工具の選択
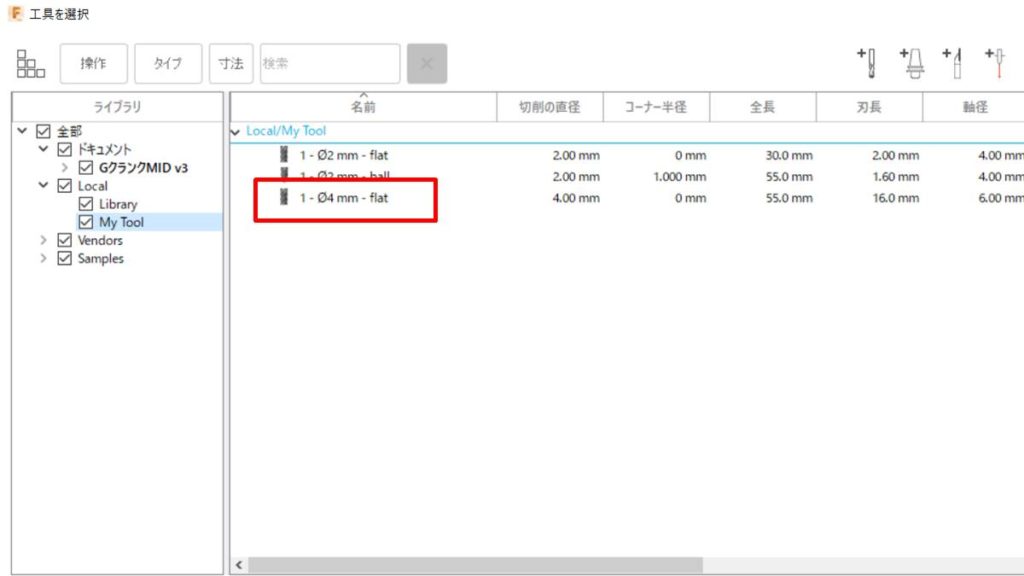
[工具]選択をクリック
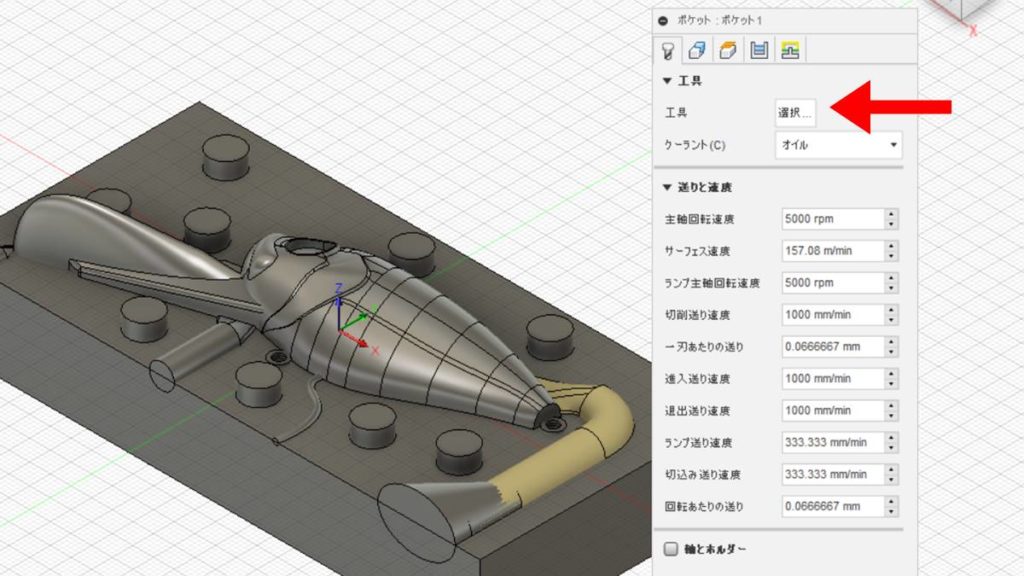
工具選択画面が表示されるので、前回作成した[My Tool]を選択します。
すると、前回登録した刃物が表示されます。
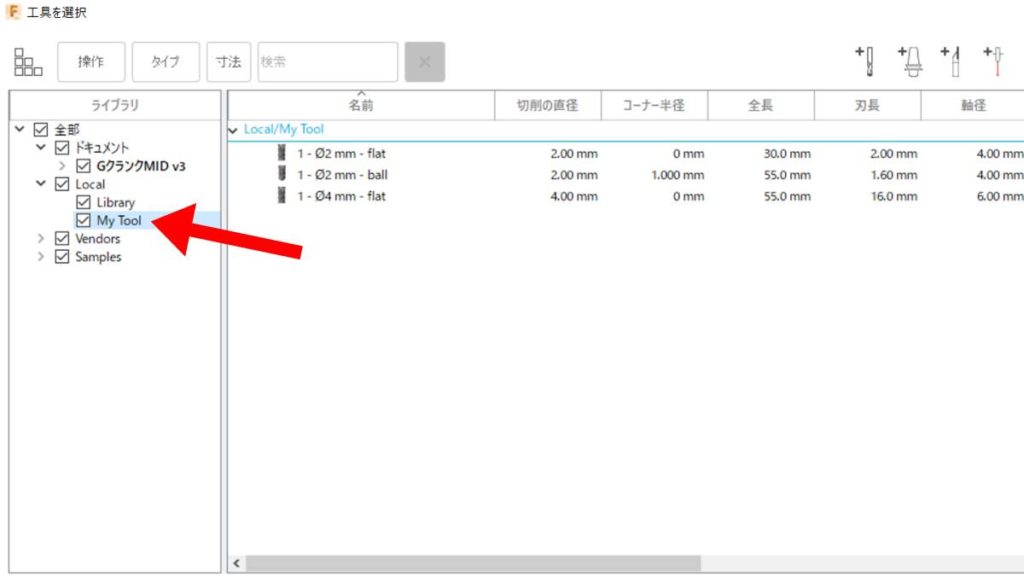
ここでは、φ4mmのフラットエンドミルを選択してクリック。
[OK]をクリック
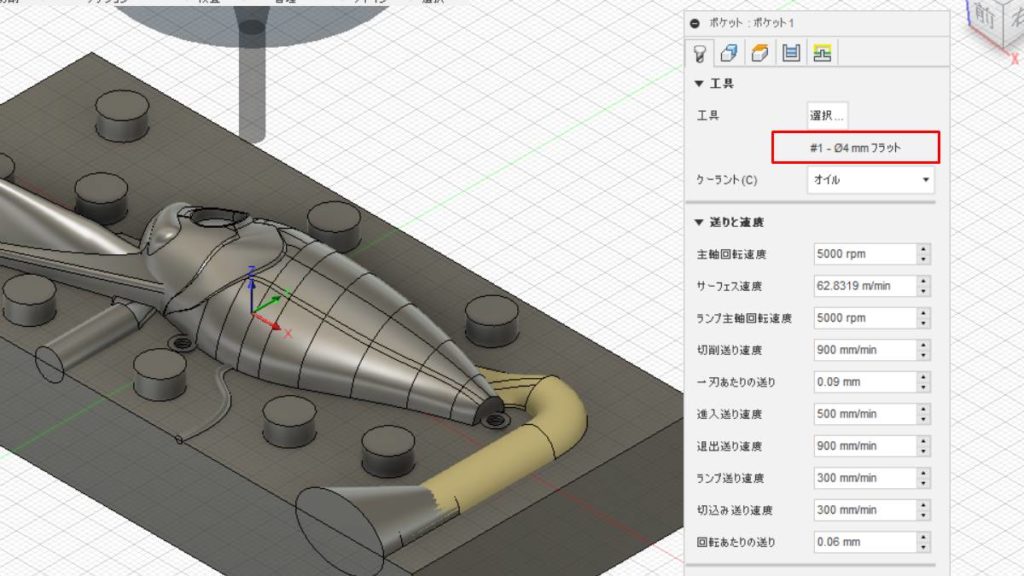
選択した刃物が間違いなく選ばれているか確認してください。
刃物を登録したときの加工条件が表示されているはずです。
ここで変更することも可能です。
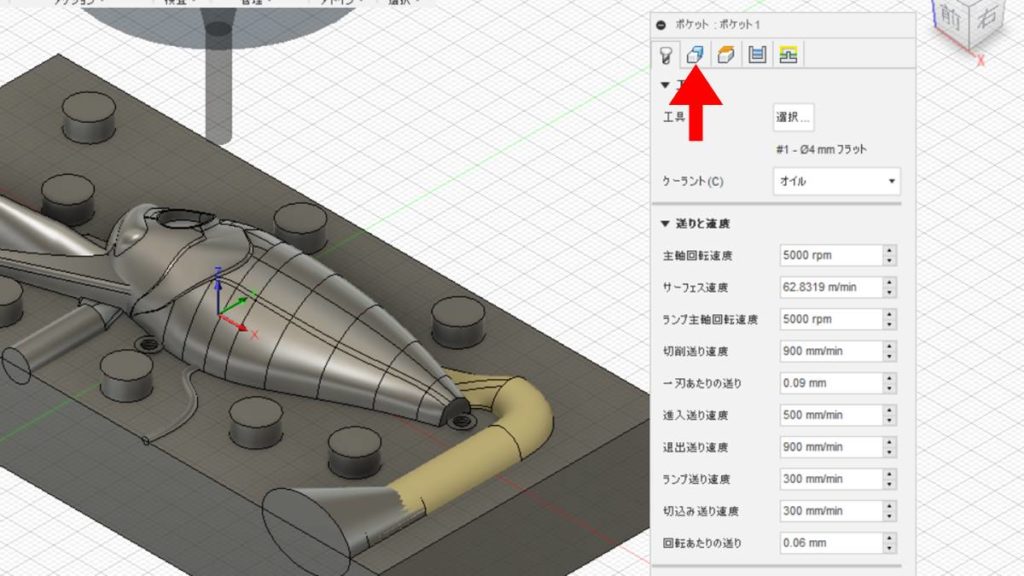
加工領域の設定
【図形】をクリック
赤で囲った3カ所の項目を設定します。
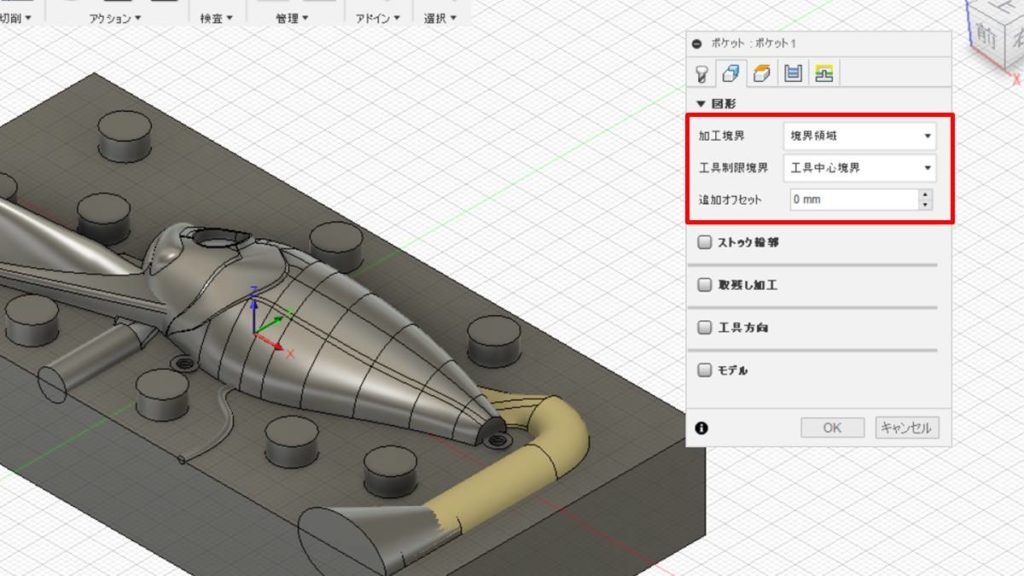
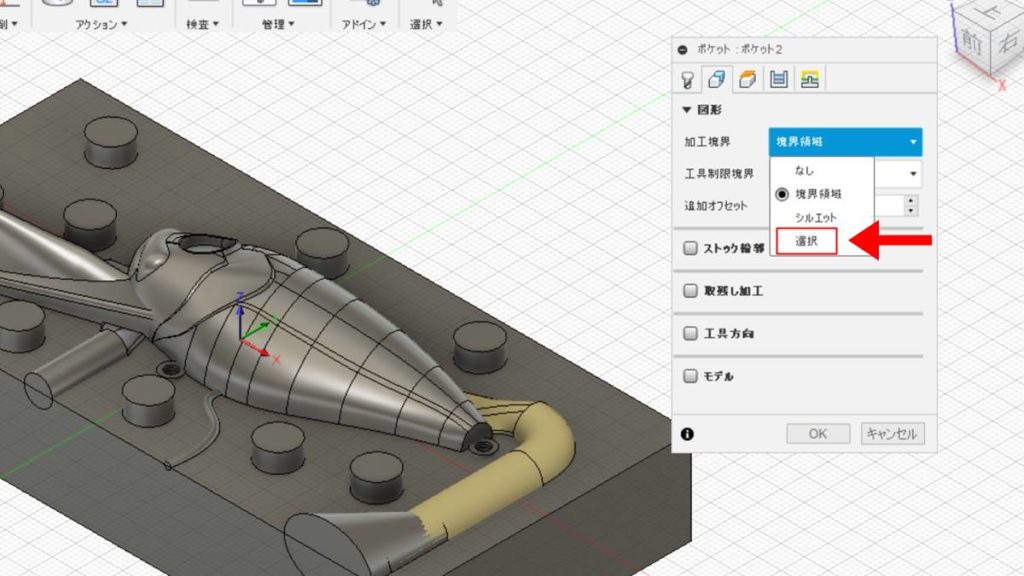
【加工境界】の欄をクリックすると、境界を指定するタイプを選択できます。
カーソルを各項目の上に合わせると説明が表示されるので、適した項目を選択してください。
ここでは、[選択]を選択します。
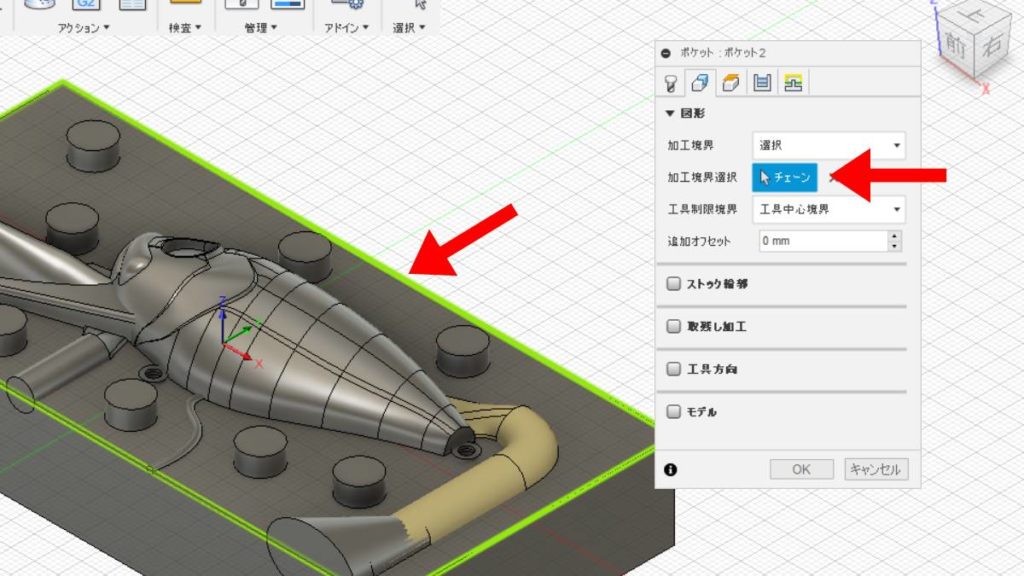
モデルの外形部分をクリックすると、
【加工境界選択】の表示がチェーンに変わってモデルの外形部分も緑の線で囲われます。
これが境界線(加工範囲)になります。
チェーンとは選択したラインと連続した部分も選択する機能です。
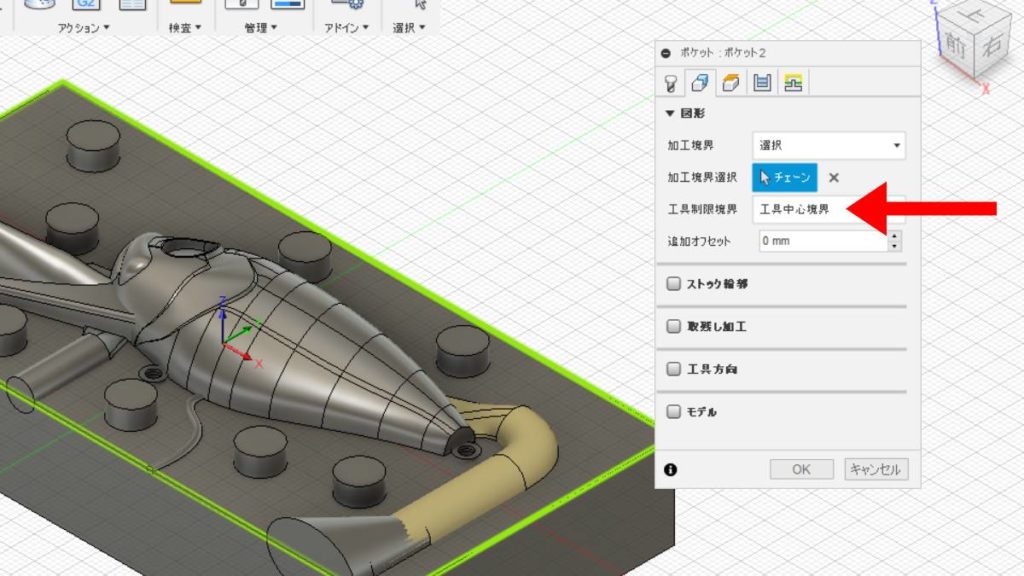
工具制限境界の設定
【工具制限境界】は、工具中心境界を選択します。
工具内側境界とは、刃物の外側が加工境界ラインを超えないように加工します。
加工境界のラインより、刃物の半径分内側までしか移動しないという事ですね。
削り残しが発生する可能性があります。
工具中心境界とは、刃物の中心が加工境界ラインを超えないように加工します。
加工境界のライン上まで、刃物の中心が移動します。刃物の半径分外側にはみ出ます。
工具外側境界とは、刃物の外側が加工境界ラインを超えて加工します。
加工境界のラインより、刃物の直径分外側にはみ出ます。
追加オフセットの設定
【追加オフセット】の値は”0”にしておきます。
追加オフセットとは、加工境界ラインより指定した値分オフセットした位置を境界ラインにする為に指定します。
実際の材料が、モデルより大きい場合などに指定します。
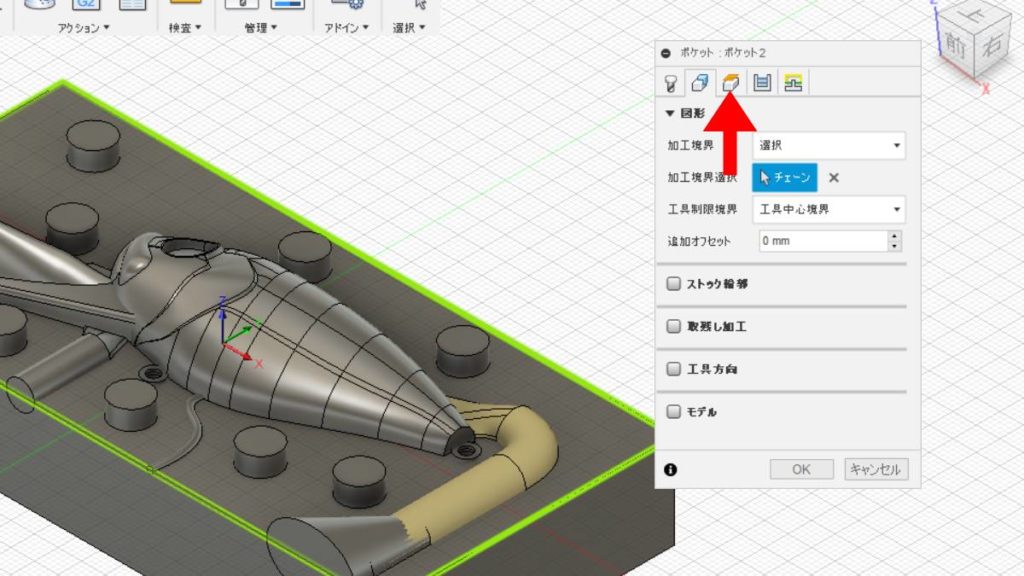
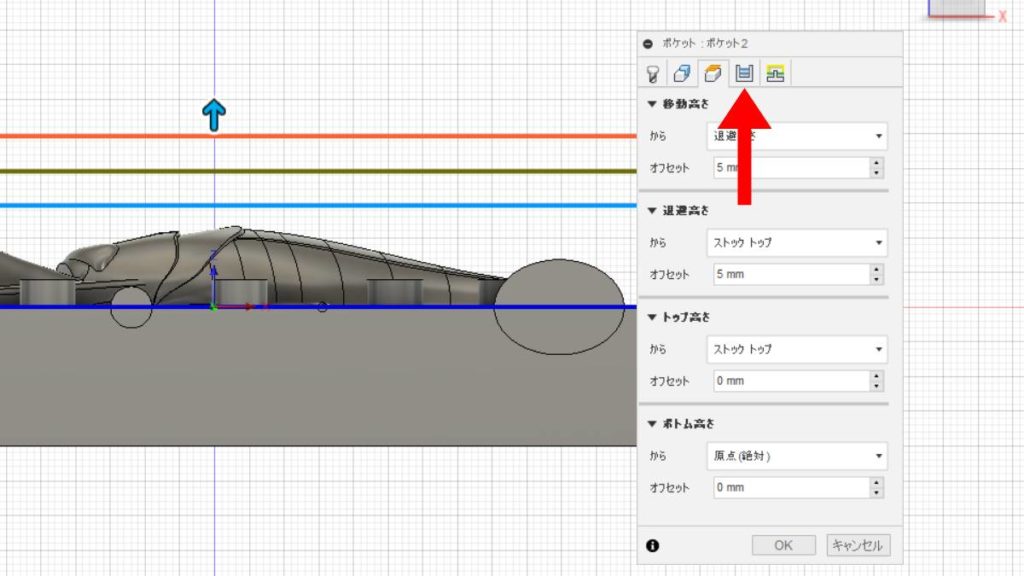
高さの設定
高さの設定で、加工中に刃物が移動する高さの設定を行います。
【高さ】をクリック
移動高さの設定
まずは移動高さの設定からです。
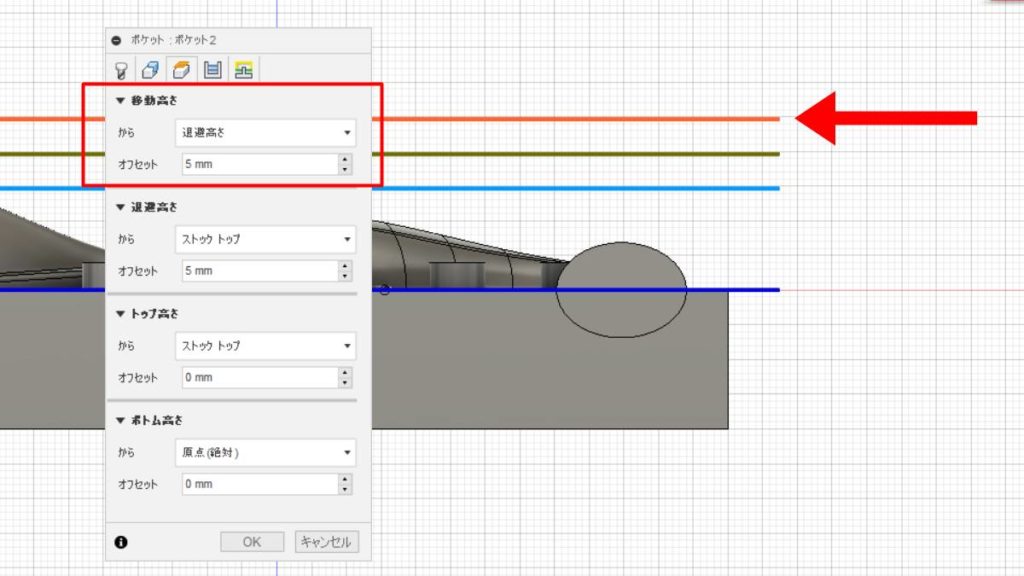
移動高さとはCNCフライスが加工を開始してから(プログラムが実行されてから)早送りで最初に移動する加工開始地点Zの高さの事です。
ストックトップを選択して、オフセットを5mm位にしておけば大丈夫だと思います。
ストック(材料)の5mm上まで早送りで移動してきます。
[ストックトップ]から[オフセット”5mm”]
に設定します。
プログラムが実行されたら加工開始位置(X,Y)に移動した後、ストックの5mm上までZ軸が早送りで移動します。
ここで、プログラムの位置通りにきているかの確認をおこないます。
退避高さの設定
退避高さの設定します。
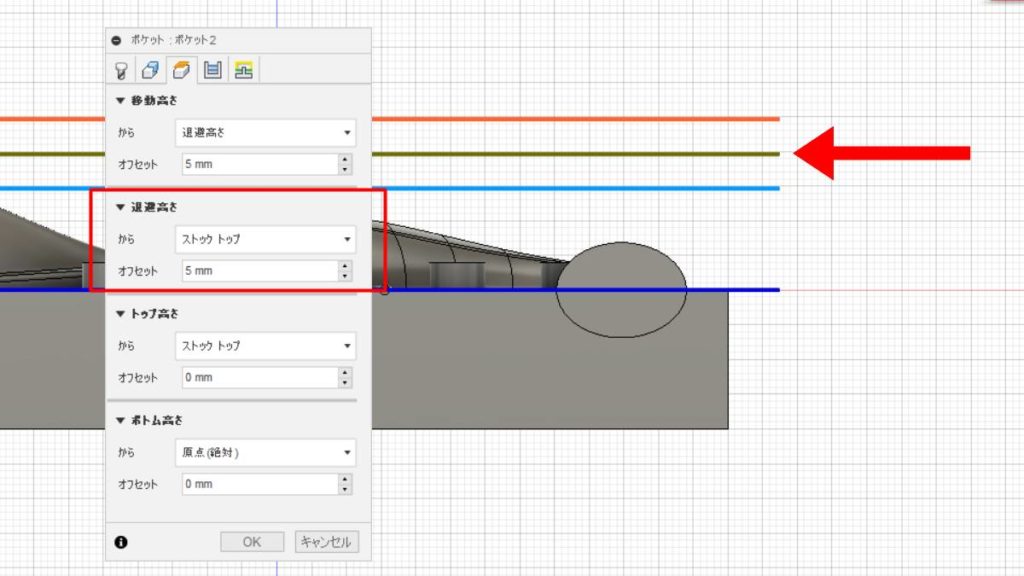
退避高さとは、今加工した位置から次の加工位置まで移動する時の高さの事です。
これも、ストックトップを選択して、オフセットを5mm位にしておけば大丈夫だと思います。
ストック(材料)の5mm上を通って、次の加工位置へ移動します。
モデルトップより低く設定していると、移動する際に必要な場所を削りながら移動する可能性があります。
[ストックトップ]から[オフセット”5mm”]
に設定します。
各加工間の移動時に、一度ストックの上5mmまでZ軸が上昇してから次の加工地点へ移動します。
トップ高さの設定
トップ高さの設定をします。
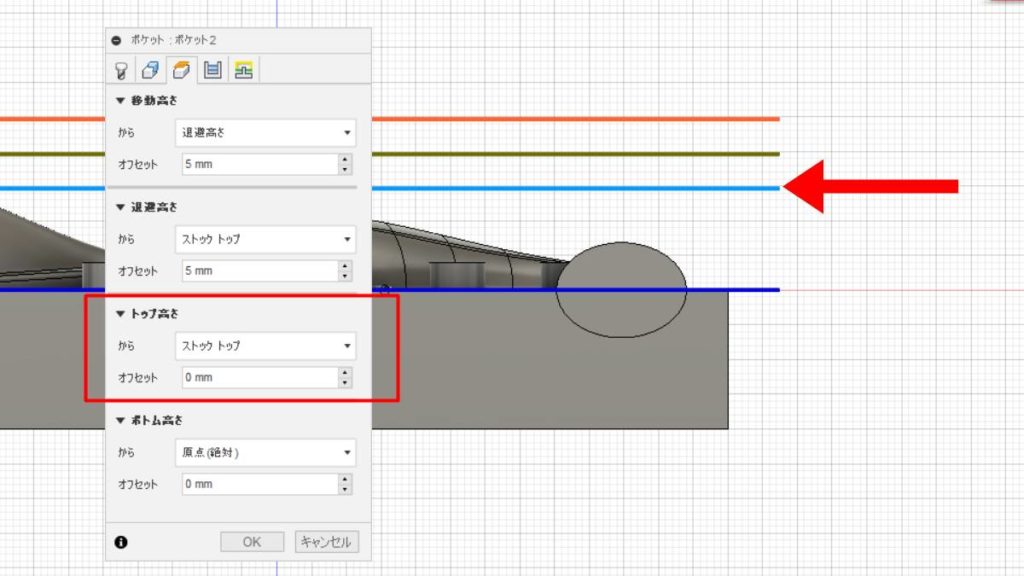
トップ高さとは、加工する高さで一番高い位置の事です。
モデルの最上部と考えてもいいのですが、今回はストックの厚みをモデルより1mm厚く設定しているので、
[ストックトップ]から[オフセット”0mm”]にしています。
[モデルトップ]から[オフセット”1mm”]でも同じになります。
ここで指定した値までが、加工範囲上限です。
ボトム高さの設定
ボトム高さの設定をします。
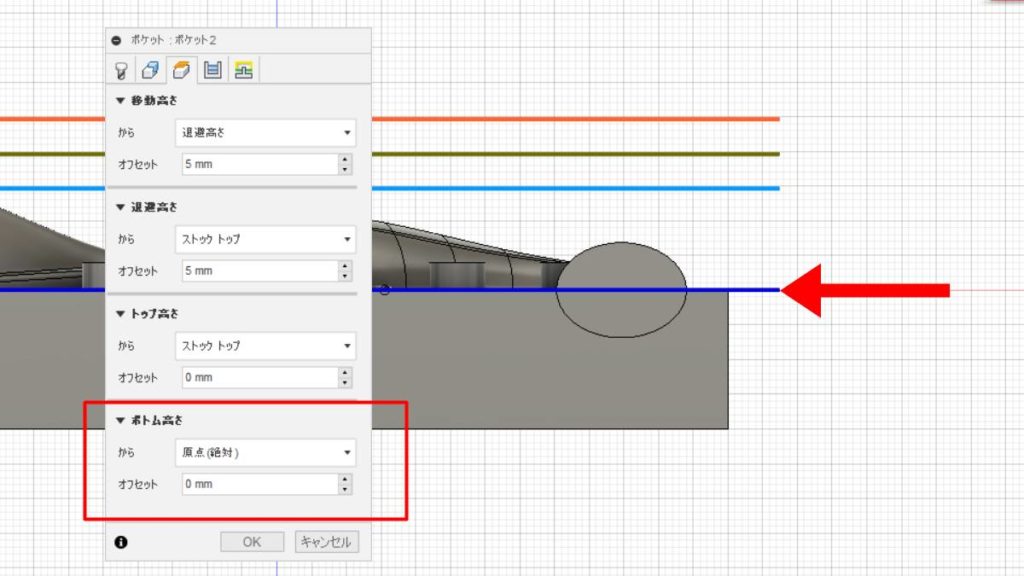
ボトム高さとは、加工する高さの一番低い位置の事です。
ストック(材料)の一番下という意味ではありません。
今回の例では、シリコン型の合わせ面になる位置をZ原点にしているので
[原点]から[オフセット”0mm”]の値にしています。
この場合は、原点の高さまでが加工範囲下限です。
この指定した高さより下に加工形状があっても加工されません。
簡易説明
今回の設定では、
プログラムスタート
↓
加工開始位置の材料の5mm上まで早送りでZ軸が移動(移動高さ)
↓
最初の加工開始
↓
最初の加工終了後、材料の5mm上までZ軸が移動(退避高さ)
↓
次の加工開始位置へ移動
↓
トップ高さからボトム高さまでを加工する
こういう流れになります。
パスの設定
パスとは刃物がどういった動きで加工するのかを設定します。
1回のZ方向の切り込み深さを幾つにするか?
横方向への切り込みの幅を幾つにするか?
仕上げ代を幾つにするか?
などを設定します。
【パス】をクリック
公差
公差とは、実際のモデルとの違いをどの位許容するかです。
公差が0だと全く同じ形状しか許容しないが、デフォルトの設定の[0.1mm]だと最大0.1mm離れた場所がある刃物の径路を作成しても構わないという設定になります。
粗取りの場合デフォルトの0.1mmで問題ないです。
今回は、デフォルトの[0.1mm]にしています。
緩斜面領域を加工する
通常、ポケット加工は指定した一定のZ方向の切り込み量で加工します。
この場合、角度の浅い形状部では殆ど荒加工できないことがあります。
その際に[緩斜面領域を加工する]をオンにすると緩斜面のZ方向の切り込みピッチを細かくし効率よく荒取りを行えます。
オンにするとピッチを入力する欄が表示されるので理想の仕上がりになるようにピッチを設定して下さい。
デメリットとしては、プログラムが長くなるのと加工時間も長くなります。
今回は、[オフ]にしています。
手動切削ピッチ
手動切削ピッチとは、X,Y方向にどの位切り込むかの値です
オフの場合はCAM側で自動で設定された値で切り込みます。
オンにすると自分の好きな値を決定できます。
刃物の負荷を減らすためにピッチを小さくしたり、加工時間を短くするためにピッチを大きく設定したりといったことができます。
ピッチを小さくするのは問題ないと思いますが、大きくする場合は削り残しが発生する可能性もあり注意が必要です。
今回は、[オフ]にしています。
モーフィングスパイラルを使用
モーフィングスパイラルをオンにすると、工具の急激な方向転換が減り滑らかな動きになります。
刃物にも優しく、機械の振動も抑えられそうですが加工時間が長くなります。
小型CNCフライスの場合は、高い負荷をかける加工はしないでしょうからオフでいいと思います。
加工時間を気にしないならオンの方がいいかもしれませんね。
今回は、[オフ]にしています。
方向
方向とは、刃物が材料を削る時にどのような当て方をするか?
というのを指定します。
刃物の進行方向に対して加工物がどちらにあるかによって呼び方が違います。
[ダウンカット][アッップカット]の2種類あります。
ダウンカットとは刃物の進行方向の右側に加工物がある
アップカットとは刃物の進行方向の左側に加工物がある
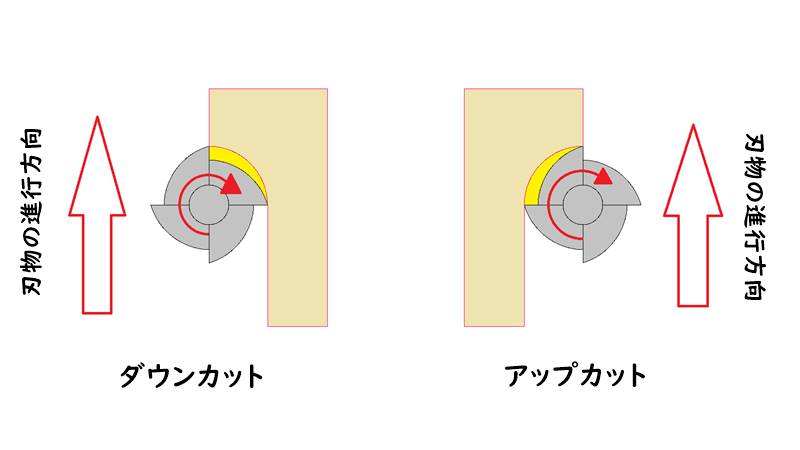
通常は、ダウンカットを指定しておけば問題ないです。
今回は、[ダウンカット]にしています。
最大粗取り切り込みピッチ
Z方向の切り込みピッチの事です。
”1mm”にすると
Zが1mm下がって、その高さをすべて加工したらまた1mm下がって加工するという動作を繰り返します。
ピッチを小さくすると、加工時間は掛かりますが削り残しが少なくなるので仕上げには優しくなります。
ピッチを大きくすると、加工時間は短くなりますが削り残しも多くなるので仕上げに負担が掛かります。
場合によっては中仕上げが必要です。
今回は[0.5mm]にしています。
フラットエンドミルで粗取りを行いますので、仕上がりは階段状になります。
フラット領域を検出
Z方向に一定の値で加工していくと、途中にフラットな加工領域があった場合に設定した仕上げ代より多く残ってしまう場合があります。
その場合でも、これをオンにしていると切り込みピッチが幾つでもフラット面から仕上げ代分残した寸法で加工します。
今回は[オン]にしています。
仕上げ代
これは、説明の必要もないかな。
径方向の仕上げ代はX,Y平面の仕上げ代
軸方向の仕上げ代はZ方向の仕上げ代です。
今回は、粗取りなので[オン]
値は、
径方向[0.2]
軸方向[0.2]
にしています。
円滑化
ツールパスの微小線分を直線や円弧に変換する。
その際に本来の経路から離れてもいい距離を指定する。
プログラムのサイズも小さくなり、仕上がりもよくなります。
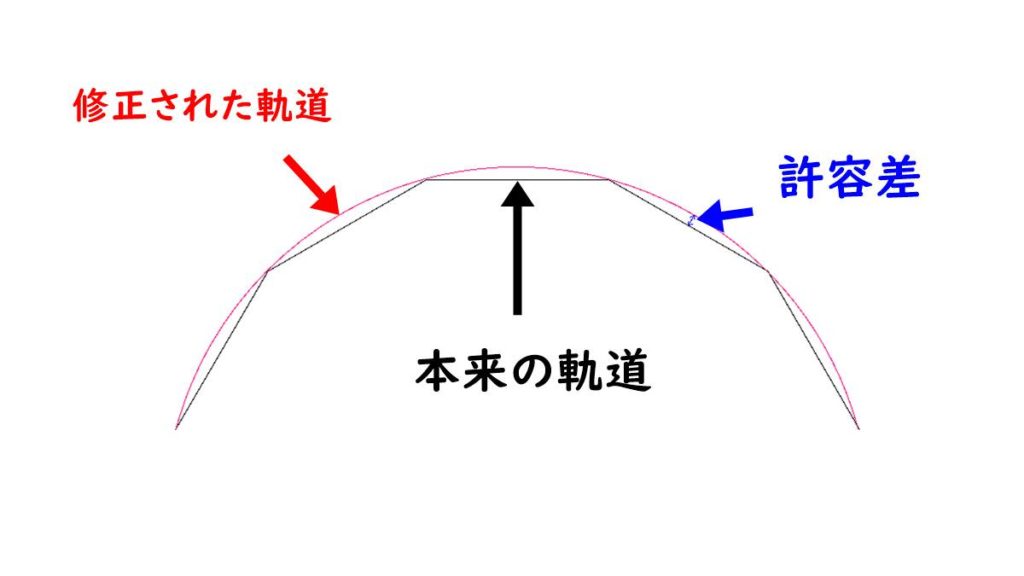
今回は、[オン]値はデフォルトの[0.01]のまま。
粗取りでは、あまり気にする必要はないです。
送り最適化
コーナー部で、送りを減速させるかどうかの設定です。
オンにするとコーナーに入る直前で送り速度を減速させます。
加工中に刃物の向きが急に変わると、刃物に負荷が掛かってしまい刃物の破損や、ビビリが発生し易くなります。
それを、軽減させるために送りを落として加工します。
今回は、[オン]値はデフォルトのまま。
リンク
リンクの設定です。
【リンク】をクリック
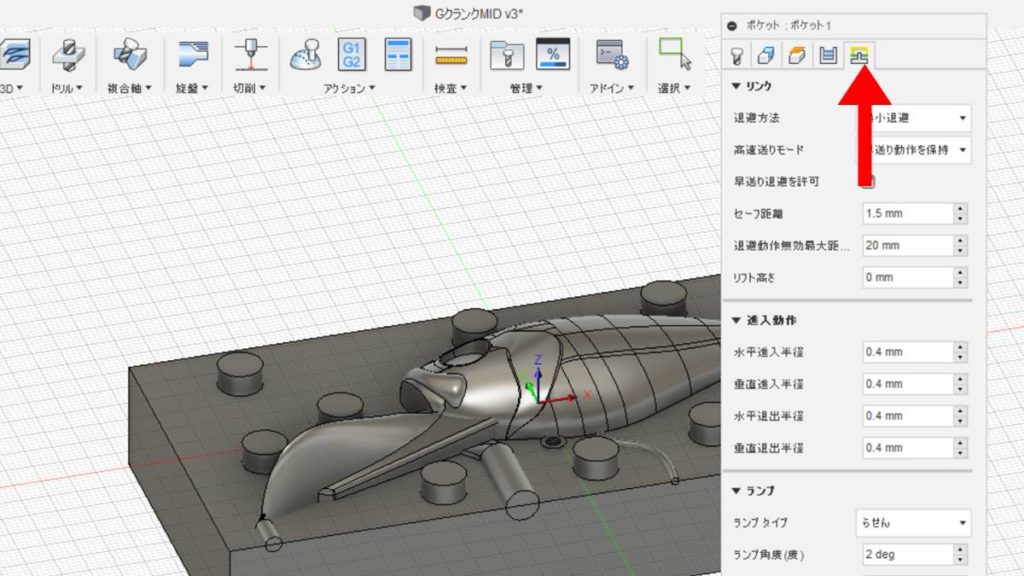
リンク
退避距離
ツールパス間の移動の際に退避経路をどうするかの設定です。
セーフ距離
退避動作時に仕上がり寸法からどのくらい離れてから移動するかの値です。
狭い範囲の加工をする場合は、値を小さくしないと加工出来ない場合があります。
進入動作
水平方向から刃物が材料に進入する場合の設定です。
ここでRの値を入力すると、指定されたR円弧で進入していきます。
基本デフォルトでいいと思います。
ランプ
ランプとは刃物が材料に切り込んでいく際のアプローチ方法のことです。
刃物は通常エンドミルを使用しますが、エンドミルを真下に降ろす加工は刃物に負担が掛かりすぎます。
回転工具には、周速(1回転する間に円周上を移動する速度(距離))というものがあって
外周に行くほど周速は上がります。(同じ時間で移動する距離が長い)
逆に中心に行くほど周速は下がります。(同じ時間で移動する距離が短い)
中心点は周速がゼロになり回転していないのと同じことになってしまいます。
それにより真下への加工は負荷が増大し、刃物の破損のリスクが高まります。
刃物の負担を減らすために次のような方法で切り込んでいきます。
- ジグザグ:直線で斜め下に切り込んでいきます。
- 輪郭 :輪郭軌道を描きながらZ方向に切り込んでいきます。
- らせん :円を描きながらZ方向に切り込んでいきます。
通常は、[らせん]か[ジグザグ]を選びます。
ここまで設定したら[OK]をクリックして編集画面を閉じます。
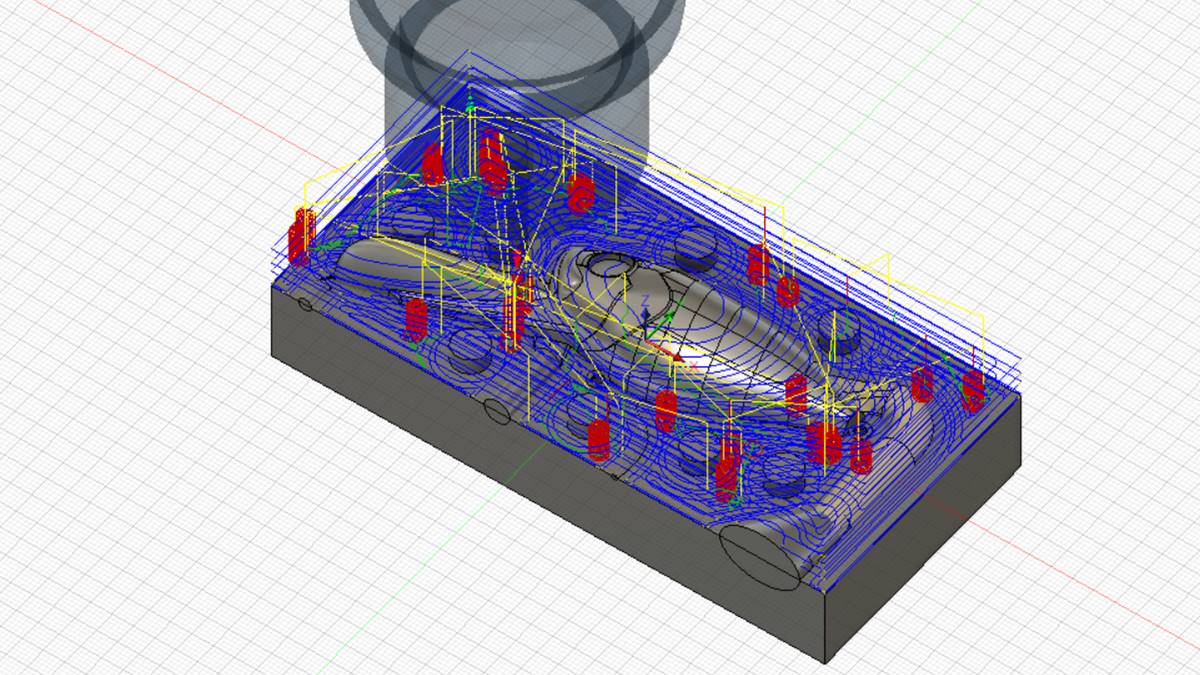
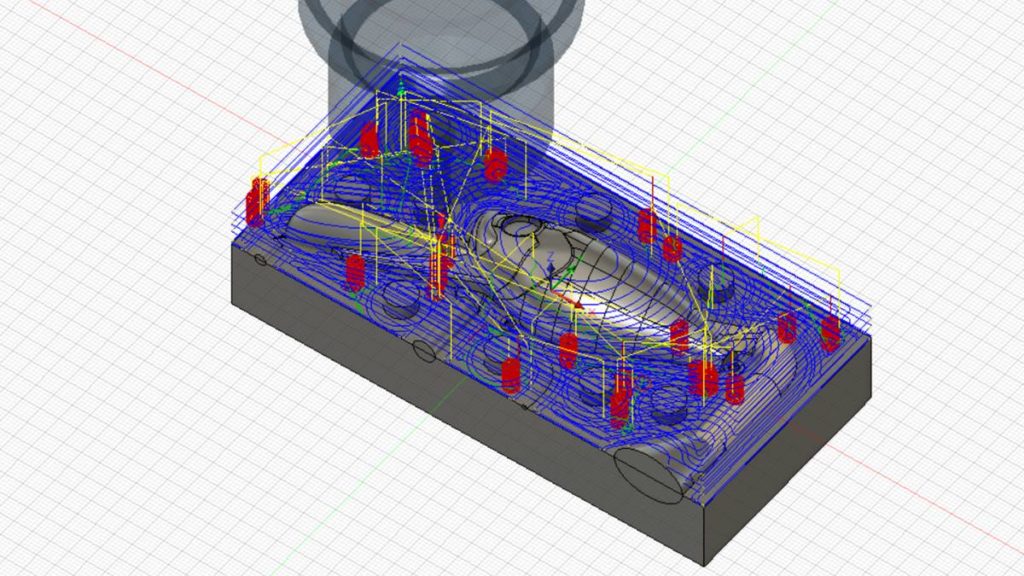
モデルに設定したツールパスが表示されるはずです。
シミュレーション
ツールパスが作成出来たら、シミュレーションで確認を行います。
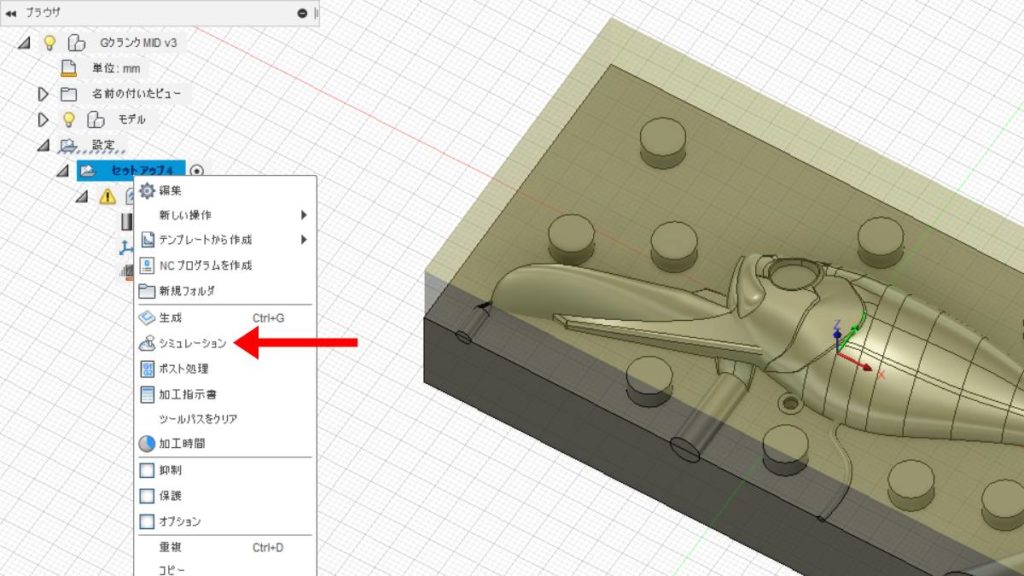
【セットアップ】の上にカーソルを置いて、右クリック。
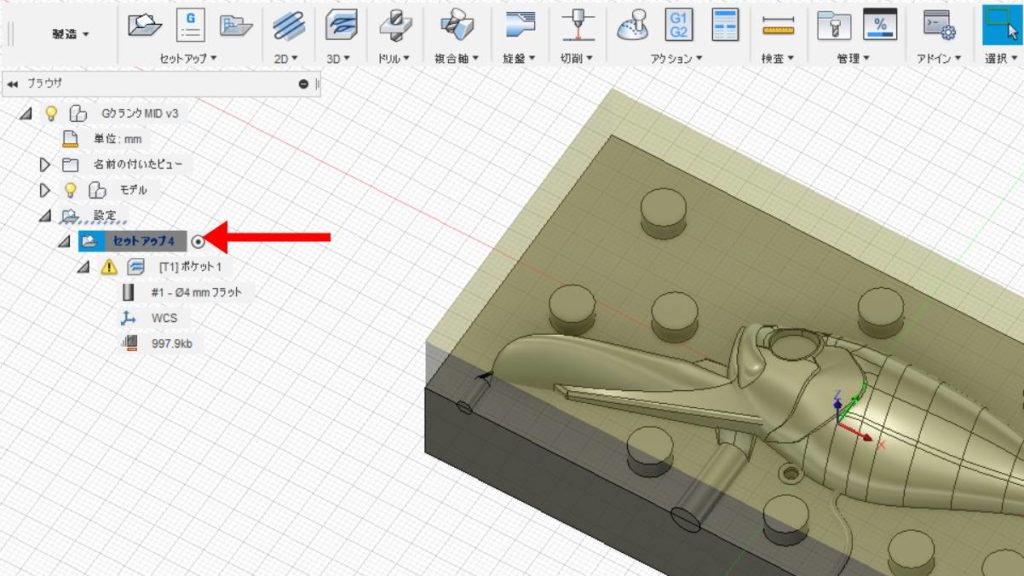
[シミュレーション]をクリック。
設定画面が表示されます。
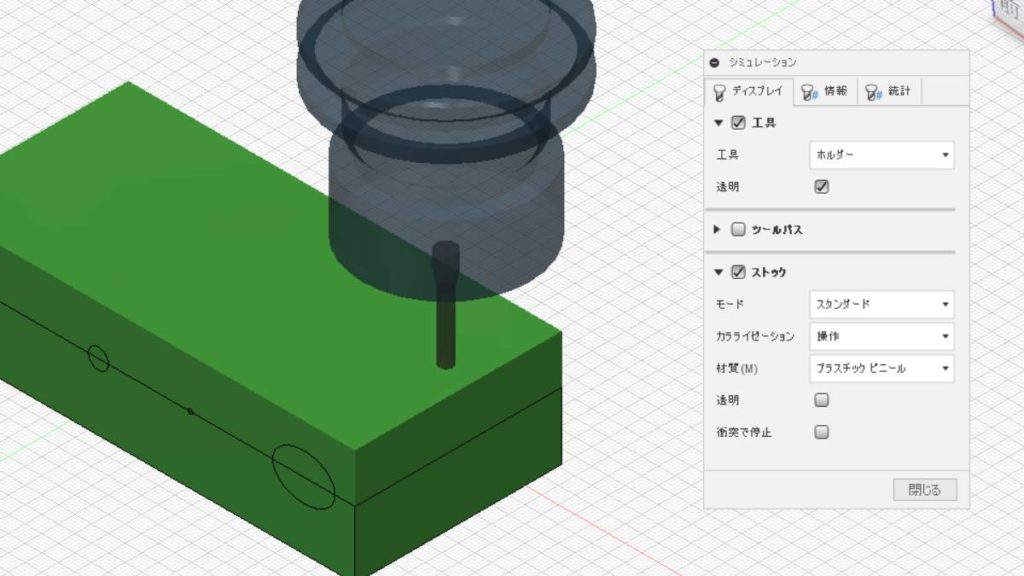
ディスプレイ
工具
刃、軸、ホルダーの中から[刃]を選択。
透明にチェックを入れる。
ツールパス
ツールパスのチェックを外す。
ストック
ストックにチェックを入れる。
[衝突で停止]にチェックを入れる。
早送りで材料に接触するとシミュレーションが中断されます。
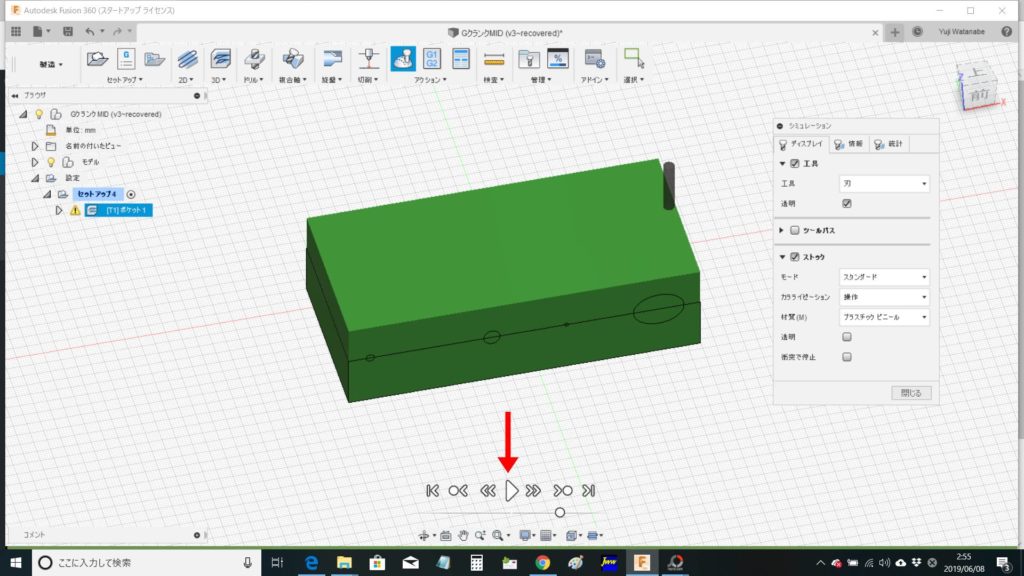
シミュレーション実行
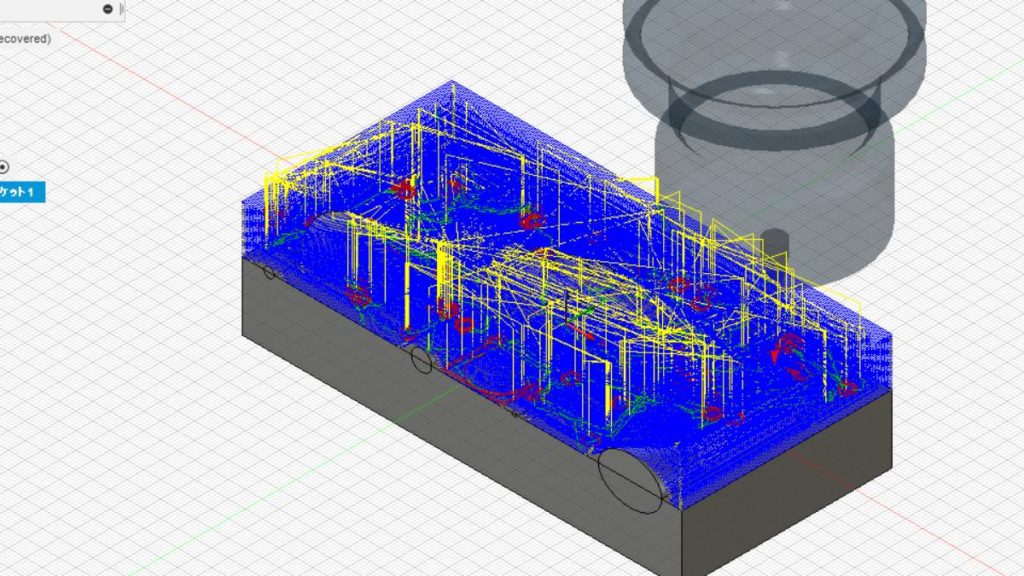
シミュレーションを実行させて、問題がないかの確認を行います。
画面下の三角の再生ボタンをクリックすると、刃物が材料を加工していく様子が確認できます。
スライダーを右にスライドさせると速くなり、左にスライドさせるとゆっくりになります。
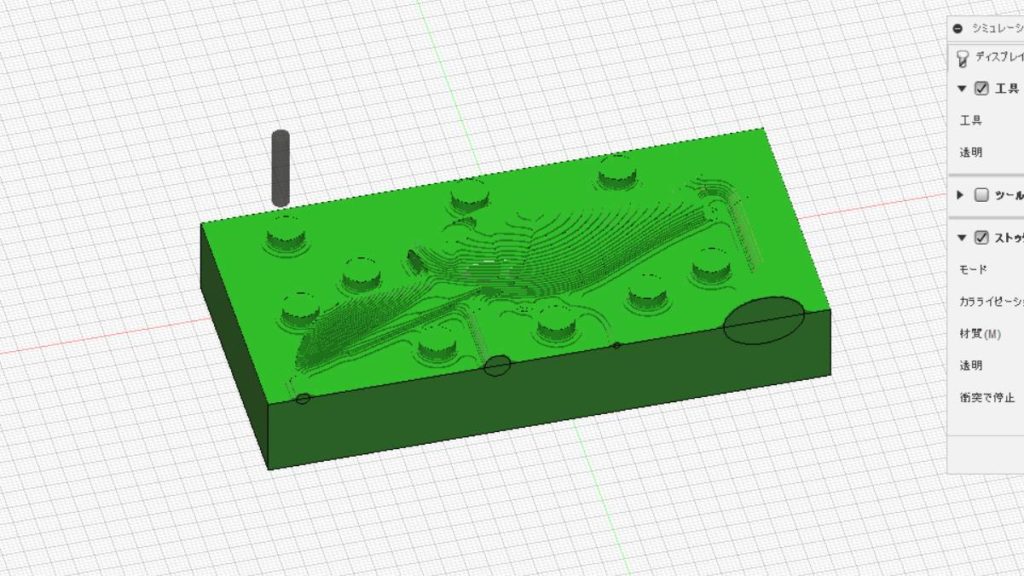
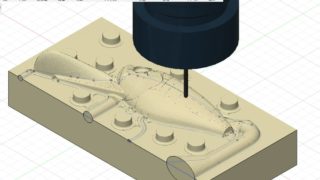
シミュレーション加工が終わった状態。
早送りで材料に接触するとシミュレーションが中断されます。
問題があった場合は、パスの設定を見直してください。
ここまでで、粗取り加工の設定は終わりです。
主に使うであろう項目の説明だけですが、大体これで大丈夫なはずです。
もっと、細かい設定をしたい時や問題があった時にいじってみてください。
狭い範囲の加工をする時に、ギリギリの径の刃物を使用する場合などは【リンク】の項目で
[セーフ距離]や[進入動作]の半径の値を変更する必要が出てくる場合もあります。


コメント